Standard o-ring sizes to fit Risse Racing Genesis, Astro-5, and Terminator shocks with 1.5" shafts.
Shaft top out - #25
Cap - #27
Damper piston - #29
IFP (x2) - #123
Nut threads - #129
Main seal - #222
Wiper - H-1500 (https://www.amazon.com/dp/B005M2RC3Y)
Friday, May 26, 2017
Thursday, May 25, 2017
End of Schwinn
Why Schwinn closed in 2001 as told by former Schwinn employee Mark Rhomberg:
GT was not the end of Schwinn. The end was a simple mistake by the European division, they oversold to Europe (ordered too much product) and the company could not pay for the product ordered, the banks then called in their loans.
GT was not the end of Schwinn. The end was a simple mistake by the European division, they oversold to Europe (ordered too much product) and the company could not pay for the product ordered, the banks then called in their loans.
Wednesday, May 24, 2017
Schwinn Homegrown 6061 aluminum frames
History of 6061 aluminum Homegrown hardtail frame (manufactured by Anodizing Inc. in Portland, Oregon) testing as told by former Schwinn employee Mark Rhomberg:
We tested some of these for 1 million cycles with no failure, in the head tube and pedal load. Great bikes. The seat collars where also tested, posts failed. 10x earlier.


We tested some of these for 1 million cycles with no failure, in the head tube and pedal load. Great bikes. The seat collars where also tested, posts failed. 10x earlier.


Schwinn Stingray snowboard
History of the Schwinn Stingray snowboard as told by former Schwinn employee Matt Karaus:
I actually worked there during that period and was responsible for the project.
This particular board was made on Vashon Island by American Snowboard Manufacturing. Total production as I recall was 500.
That project happened over 17 years ago and was a one off. It was produced by an OEM snowboard manufacturer that was started up by some of the original founders of K2.




I actually worked there during that period and was responsible for the project.
This particular board was made on Vashon Island by American Snowboard Manufacturing. Total production as I recall was 500.
That project happened over 17 years ago and was a one off. It was produced by an OEM snowboard manufacturer that was started up by some of the original founders of K2.




Schwinn Homegrown Bass Boat Green
History of the Homegrown Bass Boat Green paint job as told by former Schwinn employee Greg Powers:
Speaking of bikes I wish I had, we painted one HG full suspension Kermit green with black darts and black rear triangle, then painted a Homegrown hard tail in canary yellow with bubble gum pink polka dots. We (meaning the tech service group and the factory paint shop) [had] no idea what D$ did with that one. Mine was a 96, had it done flat Kermit green, not bass boat, then the VP(Skip) who hated green bikes said "that doesn't look bad" and then Schwinn made green Homegrowns. You are welcome... :-)

Speaking of bikes I wish I had, we painted one HG full suspension Kermit green with black darts and black rear triangle, then painted a Homegrown hard tail in canary yellow with bubble gum pink polka dots. We (meaning the tech service group and the factory paint shop) [had] no idea what D$ did with that one. Mine was a 96, had it done flat Kermit green, not bass boat, then the VP(Skip) who hated green bikes said "that doesn't look bad" and then Schwinn made green Homegrowns. You are welcome... :-)

Tuesday, May 23, 2017
Schwinn Project Underground history
History of the Schwinn Project Underground as told by Stephen Levin. He was the designer in charge, and came from the aerospace industry where he had extensive experience with composites. Although edited for continuity, these are his words:
HISTORY:
As you may know in 1993, Schwinn was bought out from the Schwinn family and moved from Chicago to Boulder. Under the direction of Skip Hess, the product line was transformed. In one year, the company went from only selling steel bikes costing under $1,000 to adding high-end aluminum and full suspension bikes. The company announced it was working on a thermoplastic frame, which I was in charge of.
In the mid 90's, TP was (over-)hyped as the next great thing. A real buzz was building for it.
Circa 1994, with the help of aerospace companies, many bike companies investigated thermoplastics, primarily for their increased damage tolerance. Unfortunately the material was much harder to work with than expected. [The Scott Endorphin] was developed simultaneously with the frame that became the Schwinn Project Underground. They were built at the same factory in Taiwan with the same group of engineers overseeing the project. The composites work design side was lead by Schwinn US, with manufacturing lead by Taiwan. The shape of the Scott frame was lead by Scott Europe. The INTENTION was for both frames to be thermoplastic. But the manufacturing process was so difficult that NO rideable frame was ever-produced from thermoplastics. The Taiwanese company admitted defeat and asked to switch to thermoset composites. Schwinn and Scott agreed. ALL frames ever built and sold were thermoset. The only thermoplastic parts which made it to market were some straight handlebars and a GT bike that just had the three main tubes made from thermoplastic with integral aluminum lugs.
In terms of the bike we were developing, we eventually gave up on using thermoplastics and switched to a toughened epoxy. We kept the mold and the basic design. However, the marketing person withdrew his support. I tried to say it was better than frames like the Trek OCLV, but no go. With full suspension getting popular, and looking like a "come down" to revert to TS, it basically died. The head of Schwinn bikes (thankfully!) agreed to build less than 200 just so some money could be recouped. At that point 200 sets of the very expensive cast ti drop outs had been made, so that set the number. Although about 10 sets were used on prototypes and sample frames, so less than 200 were actually sold.
The lay-up was one of the most special and carefully done parts....and completely invisible until you ride it. For simplicity, many companies (at least at the time) did very simple lay-ups only using 0, 45 and 90 degree orientations.(Such as I had 99% proof that the Trek OCLV only used these simple angles)
I did a very special load-deflection test program, using the input of the product managers, to compare its stiffness in key directions to known aluminum and steel frames. In the Schwinn test lab, first we deliberately flexed a bunch of different existing frames in different directions. Not to break them, but to get a baseline for how much they flexed in key directions for a given load. (Such as BB twist when peddling, or rear-wheel vertical movement). Using the above, combined with feedback from riders, we established a baseline of what the "right" amount of flex for a given load would be in certain directions. In some directions we wanted to be stiffer than existing frames (such as BB flex), but in other directions we wanted to be less stiff (vertical compliance). Few computers back in the bike industry in the mid-90's. Luckily most tubes were simple round shapes. So using a programmable calculator, I could figure out what stiffness the tubes needed to be. (Longitudinal and torsional stiffnesses were looked at). From the above, I could back out the lay-ups needed. Based on this, I designed some tubes to be stiffer than metal, and others to be less stiff. For example, the downtube focused on torsional rigidity to resist pedaling deflections. The chainstays were axially very stiff. The seatstays were "soft" to help cushion the ride. So each tube had a very specific size and lay-up. Even used some 22 degree plies! If you did not do the lay-up right, you might not gain anything. And most saved no weight.
The tubes were shaped not only to improve the ride but to subtly make it clear this was NOT a metal bike. The downtube is ovalized as it enters the BB, to laterally stiffen it. But as you can see, unlike a metal simple-oval, it is widest at the BOTTOM of the downtube, as this stiffens the BB the most. (It also always reminded me of the space shuttle with the fat "body" and thick "wings") The seat tube has a diamond cross section (with rounded corners) where it enters the BB. Again for stiffness, but also a non-traditional shape. (But soon after the bike came out, Shimano changed to front derailleurs with low clamps that were a real pain for this frame. Finally, how many of you realized the bottom of the drive-side chain stay was flat? This was to make it easy to mount an anti-chainsuck plate, although this was not actually done in practice. Invisible in this photo is that the entire drive side stay (and other key locations) had a thin layer of external fiberglass (but under the paint) for abrasion resistance.
The geometry of Underground was definitely set by 1995 at which point a steel mold the size of the frame was made. The mold weighed around a ton and was the only one every made. Test bikes were ridden for about two years before they were sold to the public. So by time they were finally sold, 100 mm forks were more popular than 1994/1995, so Schwinn probably jumped on the bandwagon and claimed it was designed for a 100 mm fork. But if the 1996 HT was meant for 63 (65) mm, then Underground would have had the same geometry.
*Rich Adams adds “It was designed to the original Homegrown Geometry and molds were being cut. Soon after, a decision was made to increase the Top Tube length about 1 cm, so yes, it is true that the top tube is slightly shorter than the alloy Homegrowns. While the change could have been made to modify the tooling the expense was frowned upon since the production quantities were going to be so low.”
As a side note....this is a small reason why Underground was made in such limited quantities. Due to development problems it was changed from thermoplastic to thermoset, and was at least a year behind schedule. This year delay meant it was "outdated" in several ways such as: fork geometry and not being designed for V-brakes or top swing front derailleurs. So Marketing withdrew their support and the company decided to build small quantities to help recoup their losses. Which resulted in the rare beast we know and love!
In addition, full suspension bikes were taking off. For these reasons, less than 200 were built and the decision was made to call them special and sell them to store employees only. Several people who rode them considered them the best hard tail they had ever ridden. This included Wayne Stetina at Shimano.
But....the company that did the physical molding....went on to be very successful at making composite frames. They may still do it. So PU really served a purpose to get them in the business and learn some good tricks on day one.
* Rich Adams add “It and the Scott composite bike were the FIRST ever composite bikes
built by Topkey manufacturing in Taiwan. My understanding is they went on and made many composite bikes in the subsequent years.”
THE BIKE:
Although the material was conventional, the frame had several special features…at least for the time:
1. It was made of only two pieces. The single main piece contained all the highest stress joints.
2. The tubes were “jelly rolled” to avoid splitting down the center which some other molded bikes did.
3. The lay-up was very carefully done to have the stiffness “tuned” in relation to metal frames. In some directions it was designed to be stiffer, but in other directions, it was made more flexible.
4. The lay-up included multiple angles to optimize performance, unlike most other bikes which only used 0, 90 and 45 degree angles.
5. Every single tube was shaped to help the ride (stiff in some areas, more flexible in others). For example, the down tube was ovalized were it met the bottom bracket to increase side to side stiffness. But unlike a metal bike, the tube was ovalized asymmetrically, being fattest at the bottom of the tube where it would have the most effect.
6. Several tubes (such as chain stays and I think the downtube) have thin fiber glass external layers for abrasion resistance.
FITTINGS:
The metal fittings of the Underground were very carefully done, using titanium, stainless steel and aluminum depending on the location:
1. The drop outs were cast titanium, which gave them a more complex shape than simple cut plates. Strong and tough, but also no galvanic corrosion problems that aluminum ones might have. The grooves were so the glue would settle in there and really lock the drop outs in place. The cast Ti drop outs were made in the US a while before the frames were made in Taiwan. The drop outs were bonded into the frames after they were molded. The OD’s of the drop out tabs and the ID’s of the holes in the stays had to be held to precise values. The Taiwanese company could easily drill the stay holes to the correct values. However, we found the cast drop outs varied and their OD’s could run a little large. The solution was yours truly hand measured and “adjusted” EVERY single drop out to make sure the tabs were the correct OD. I spent hours (probably days) with my digital calipers and a belt grinder getting the OD's just right. So I can say I did a small amount of manufacturing work on every single frame! And as a post script…..Schwinn people went to Taiwan several times a month. So the drop outs were carried in batches in people’s luggage, rather than formally shipping them!
2. The rear brake boss was cast stainless steel. The cable fittings were aluminum. If you look at the boss and cable fitting, you will see each has a wide base, to give a large bond area. (Besides bonding, each one also used what aerospace calls "chicken rivets" to really make sure things stayed in place.) But if you look at the actual frame, you can't see the base, as the fittings are flush with the frame. The secret was a recess was molded into the frame in appropriate locations and then a small amount of bondo was used to make the fittings look integral with the frame.
3. The internal aluminum head tube sleeve was shaped like Lincoln's top hat and pushed in from the bottom. So the bottom (more highly loaded) race rested on a full aluminum surface. The top race rested on half alum and half carbon, like most bikes.
4. Above the diamond on the seat tube was an invisible thin aluminum sleeve molded over the composite tube. The idea was you could crank the hell out of the front derailleur clamp and not worry about cracking the seat tube. But WARNING: This only applies to old type front derailleurs with a high-clamp. Please be CAREFUL about tightening your clamp.
CONSTRUCTION:
DOCUMENTS:
HISTORY:
As you may know in 1993, Schwinn was bought out from the Schwinn family and moved from Chicago to Boulder. Under the direction of Skip Hess, the product line was transformed. In one year, the company went from only selling steel bikes costing under $1,000 to adding high-end aluminum and full suspension bikes. The company announced it was working on a thermoplastic frame, which I was in charge of.
In the mid 90's, TP was (over-)hyped as the next great thing. A real buzz was building for it.
Circa 1994, with the help of aerospace companies, many bike companies investigated thermoplastics, primarily for their increased damage tolerance. Unfortunately the material was much harder to work with than expected. [The Scott Endorphin] was developed simultaneously with the frame that became the Schwinn Project Underground. They were built at the same factory in Taiwan with the same group of engineers overseeing the project. The composites work design side was lead by Schwinn US, with manufacturing lead by Taiwan. The shape of the Scott frame was lead by Scott Europe. The INTENTION was for both frames to be thermoplastic. But the manufacturing process was so difficult that NO rideable frame was ever-produced from thermoplastics. The Taiwanese company admitted defeat and asked to switch to thermoset composites. Schwinn and Scott agreed. ALL frames ever built and sold were thermoset. The only thermoplastic parts which made it to market were some straight handlebars and a GT bike that just had the three main tubes made from thermoplastic with integral aluminum lugs.
In terms of the bike we were developing, we eventually gave up on using thermoplastics and switched to a toughened epoxy. We kept the mold and the basic design. However, the marketing person withdrew his support. I tried to say it was better than frames like the Trek OCLV, but no go. With full suspension getting popular, and looking like a "come down" to revert to TS, it basically died. The head of Schwinn bikes (thankfully!) agreed to build less than 200 just so some money could be recouped. At that point 200 sets of the very expensive cast ti drop outs had been made, so that set the number. Although about 10 sets were used on prototypes and sample frames, so less than 200 were actually sold.
The lay-up was one of the most special and carefully done parts....and completely invisible until you ride it. For simplicity, many companies (at least at the time) did very simple lay-ups only using 0, 45 and 90 degree orientations.(Such as I had 99% proof that the Trek OCLV only used these simple angles)
I did a very special load-deflection test program, using the input of the product managers, to compare its stiffness in key directions to known aluminum and steel frames. In the Schwinn test lab, first we deliberately flexed a bunch of different existing frames in different directions. Not to break them, but to get a baseline for how much they flexed in key directions for a given load. (Such as BB twist when peddling, or rear-wheel vertical movement). Using the above, combined with feedback from riders, we established a baseline of what the "right" amount of flex for a given load would be in certain directions. In some directions we wanted to be stiffer than existing frames (such as BB flex), but in other directions we wanted to be less stiff (vertical compliance). Few computers back in the bike industry in the mid-90's. Luckily most tubes were simple round shapes. So using a programmable calculator, I could figure out what stiffness the tubes needed to be. (Longitudinal and torsional stiffnesses were looked at). From the above, I could back out the lay-ups needed. Based on this, I designed some tubes to be stiffer than metal, and others to be less stiff. For example, the downtube focused on torsional rigidity to resist pedaling deflections. The chainstays were axially very stiff. The seatstays were "soft" to help cushion the ride. So each tube had a very specific size and lay-up. Even used some 22 degree plies! If you did not do the lay-up right, you might not gain anything. And most saved no weight.
The tubes were shaped not only to improve the ride but to subtly make it clear this was NOT a metal bike. The downtube is ovalized as it enters the BB, to laterally stiffen it. But as you can see, unlike a metal simple-oval, it is widest at the BOTTOM of the downtube, as this stiffens the BB the most. (It also always reminded me of the space shuttle with the fat "body" and thick "wings") The seat tube has a diamond cross section (with rounded corners) where it enters the BB. Again for stiffness, but also a non-traditional shape. (But soon after the bike came out, Shimano changed to front derailleurs with low clamps that were a real pain for this frame. Finally, how many of you realized the bottom of the drive-side chain stay was flat? This was to make it easy to mount an anti-chainsuck plate, although this was not actually done in practice. Invisible in this photo is that the entire drive side stay (and other key locations) had a thin layer of external fiberglass (but under the paint) for abrasion resistance.
The geometry of Underground was definitely set by 1995 at which point a steel mold the size of the frame was made. The mold weighed around a ton and was the only one every made. Test bikes were ridden for about two years before they were sold to the public. So by time they were finally sold, 100 mm forks were more popular than 1994/1995, so Schwinn probably jumped on the bandwagon and claimed it was designed for a 100 mm fork. But if the 1996 HT was meant for 63 (65) mm, then Underground would have had the same geometry.
*Rich Adams adds “It was designed to the original Homegrown Geometry and molds were being cut. Soon after, a decision was made to increase the Top Tube length about 1 cm, so yes, it is true that the top tube is slightly shorter than the alloy Homegrowns. While the change could have been made to modify the tooling the expense was frowned upon since the production quantities were going to be so low.”
As a side note....this is a small reason why Underground was made in such limited quantities. Due to development problems it was changed from thermoplastic to thermoset, and was at least a year behind schedule. This year delay meant it was "outdated" in several ways such as: fork geometry and not being designed for V-brakes or top swing front derailleurs. So Marketing withdrew their support and the company decided to build small quantities to help recoup their losses. Which resulted in the rare beast we know and love!
In addition, full suspension bikes were taking off. For these reasons, less than 200 were built and the decision was made to call them special and sell them to store employees only. Several people who rode them considered them the best hard tail they had ever ridden. This included Wayne Stetina at Shimano.
But....the company that did the physical molding....went on to be very successful at making composite frames. They may still do it. So PU really served a purpose to get them in the business and learn some good tricks on day one.
* Rich Adams add “It and the Scott composite bike were the FIRST ever composite bikes
built by Topkey manufacturing in Taiwan. My understanding is they went on and made many composite bikes in the subsequent years.”
THE BIKE:
Although the material was conventional, the frame had several special features…at least for the time:
1. It was made of only two pieces. The single main piece contained all the highest stress joints.
2. The tubes were “jelly rolled” to avoid splitting down the center which some other molded bikes did.
3. The lay-up was very carefully done to have the stiffness “tuned” in relation to metal frames. In some directions it was designed to be stiffer, but in other directions, it was made more flexible.
4. The lay-up included multiple angles to optimize performance, unlike most other bikes which only used 0, 90 and 45 degree angles.
5. Every single tube was shaped to help the ride (stiff in some areas, more flexible in others). For example, the down tube was ovalized were it met the bottom bracket to increase side to side stiffness. But unlike a metal bike, the tube was ovalized asymmetrically, being fattest at the bottom of the tube where it would have the most effect.
6. Several tubes (such as chain stays and I think the downtube) have thin fiber glass external layers for abrasion resistance.
FITTINGS:
The metal fittings of the Underground were very carefully done, using titanium, stainless steel and aluminum depending on the location:
1. The drop outs were cast titanium, which gave them a more complex shape than simple cut plates. Strong and tough, but also no galvanic corrosion problems that aluminum ones might have. The grooves were so the glue would settle in there and really lock the drop outs in place. The cast Ti drop outs were made in the US a while before the frames were made in Taiwan. The drop outs were bonded into the frames after they were molded. The OD’s of the drop out tabs and the ID’s of the holes in the stays had to be held to precise values. The Taiwanese company could easily drill the stay holes to the correct values. However, we found the cast drop outs varied and their OD’s could run a little large. The solution was yours truly hand measured and “adjusted” EVERY single drop out to make sure the tabs were the correct OD. I spent hours (probably days) with my digital calipers and a belt grinder getting the OD's just right. So I can say I did a small amount of manufacturing work on every single frame! And as a post script…..Schwinn people went to Taiwan several times a month. So the drop outs were carried in batches in people’s luggage, rather than formally shipping them!
2. The rear brake boss was cast stainless steel. The cable fittings were aluminum. If you look at the boss and cable fitting, you will see each has a wide base, to give a large bond area. (Besides bonding, each one also used what aerospace calls "chicken rivets" to really make sure things stayed in place.) But if you look at the actual frame, you can't see the base, as the fittings are flush with the frame. The secret was a recess was molded into the frame in appropriate locations and then a small amount of bondo was used to make the fittings look integral with the frame.
3. The internal aluminum head tube sleeve was shaped like Lincoln's top hat and pushed in from the bottom. So the bottom (more highly loaded) race rested on a full aluminum surface. The top race rested on half alum and half carbon, like most bikes.
4. Above the diamond on the seat tube was an invisible thin aluminum sleeve molded over the composite tube. The idea was you could crank the hell out of the front derailleur clamp and not worry about cracking the seat tube. But WARNING: This only applies to old type front derailleurs with a high-clamp. Please be CAREFUL about tightening your clamp.
CONSTRUCTION:
 |
| Cast Ti, stainless and aluminum all in one frame! The drop out is a US part made by a company that did cast Ti golf club heads. By production bike standards, these were filthy expensive. This is a production part – note the raised logo. The other two parts were sourced (and the detailed design done) by Schwinn’s ace partner company in Taiwan. Schwinn worked very closely to spec the basic design and make sure all parts were well integrated together. |
 |
| Drop out close up. Note a couple things: - The big (horizontal in the photo) troughs were to capture the glue so the drop outs would really be locked in, rather than just hoping the glue would stick to smooth metal. - What looks like a small raised seam (vertical on the chain stay part) is very deliberate to give a constant bond line. There were four of these, 90 degrees apart. Without these, it would be easy for the Ti part to be off-center in the composite, giving an uneven bond line. (Damn engineers thought of everything!) - Note the seat stay part is a sideways oval to match the tube it bonds into. |
 |
| This is the rear seat stay yoke. As I think I said two years ago, the frame was made in two parts: This yoke and a main part. The main part had ALL the most highly loaded joints, so there was no secondary bonding near the head tube or BB. This yoke was made in a tennis racket press on a tennis racket size mold! PU was the first ever composite bike made by this company, but they were one of the largest makers of tennis rackets in the world. |
 |
| Close up showing where the recessed cable guide would be bonded. After bonding on the guide, yes a SMALL amount of filler (“bondo”) was used to make it smooth. (This is a proto part, so ignore the shiny areas which are resin -starved). |
 |
| Where the rear cable guide fit. |
 |
| Recess and shape for the rear canti studs. |
 |
| Same thing for the canti stud. The real strength was from bonding it, but a couple of “chicken rivets” were used to be safe. And then a dash of filler and primer paint, and off to the US for bass boat paint job! |
 |
| Yoke end of the mono stay. A few things to note: - Schwinn Boulder specified the lay-up (fiber orientation) and how much material to use. The plies were “jelly rolled” making it a seamless frame. (So no splitting down the tubes like some early molded frames). - This may look a little ugly/uneven, and it was a bit….although this is also a prototype part. - Because of the change from Thermoplastic to thermoset, the curing was done at a much lower temperature. This means the inflatable bladders were a much thinner and cheaper material. So cheap and light, they were left inside after molding…that’s what looks loose "plastic bag" on the inside. Thermoplastic bladders would be a thick heavy silicone rubber that was a B*tch to remove afterwards. BUT LET ME SAY IT AGAIN: Only sample TP frames were made and NONE were ever ridden, or even built up. All composite PU frames were thermoset!!!!!! I don't care what it says elsewhere! Yes [we left the bladders in place]. As do many other bikes. But the bladders are very light. |
 |
| End of the seat stay. This was later bored out to the right ID, and the drop out bonded in. I honestly can't recall if the thickness here was intended or because it was a prototype part. |
DOCUMENTS:
 |
Project Underground article in Dirt Rag magazine issue #179 - August 2014.
|
 |
| Project Underground flyer sent to bike shops. |
 |
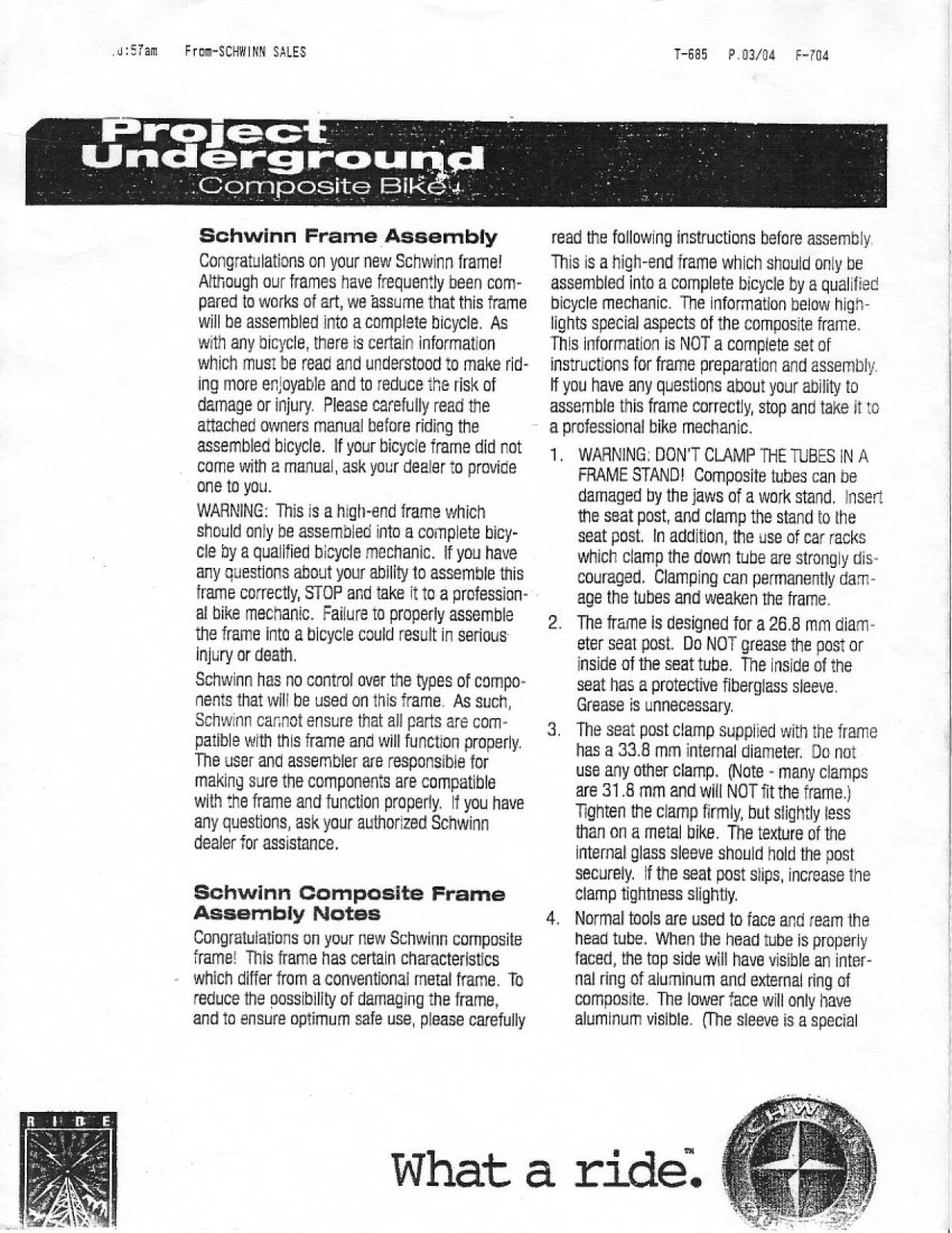
| Project Underground fax sent to bike shop - page 1 of 4. |
 |
| Project Underground fax sent to bike shop - page 2 of 4. |
 |
| Project Underground fax sent to bike shop - page 3 of 4. |
 |
| Project Underground fax sent to bike shop - page 4 of 4. |
Schwinn Homegrown frame design
Report on Schwinn frame design by designer Stephen Levin. This type of testing was done on Project Underground frames to dial in the ride:
1995 SCHWINNS:
How Those Shaped
Tubes Give You A Better Ride
INTRODUCTION:
Our 1995 bicycles are 100% NEW
Schwinn. Product managers and engineers
worked together to design the line as a complete package, rather than as an
assortment of bikes sharing a nameplate.
The results are shared performance features and benefits on all models.
In particular the design of the actual frames is emphasized, rather than just the
material choice. To us it's like
cooking: Good ingredients do not
automatically ensure a good meal; the cook has to know how to use them
correctly. Yet in the bicycle industry,
too often people see a frame as only being affected by its material and not its
design (such as tube size, thickness, and shape.) For example, aluminum is only one-third as
stiff as steel, yet aluminum frames are typically thought of as being harsher
than steel ones. Thus the dominating
ride characteristics of most aluminum frames are from the design (over-sized
tubes) rather than the material itself.
Bikes can be too flexible, but
unquestionably they can also be too stiff, resulting in harsh, uncomfortable
rides and poor traction. Generally,
lateral stiffness (side to side) is good as it stops the rear triangle from
flexing during cornering or hard pedaling.
In contrast, vertical compliance (up and down) is desirable as it
softens the ride. Traction is also
improved as the frame tends to ride over bumps rather than bouncing over
them. Granted, vertical compliance isn't
full suspension, but it does take the edge off big hits.
HOW DO WE DO IT?
Accomplishing this symbiotic relationship
within one frameset isn't easy, but we do it in several ways on all of our 1995
Mountain Bikes. First we carefully
select tubes to provide enough stiffness without being overly massive. We are so specific, that our S9Five series
actually uses smaller diameter down tubes on the two smaller frame sizes.
Up front, we have horizontally
("sideways”) ovalized top tubes.
The ovals are subtle and you may not notice them until you feel the tube. Yet this slight ovalization is enough to
make the tube about 30% stiffer
side-to-side than up-and-down.
In back, we have our unique patented
EpicenterTM Seat Stays which provide three big
benefits. First, and most apparent, is
the massive tire clearance.
Second is the improved braking power. Most straight stays flex under braking
causing the brakes to feel mushy. The
easy answer is to make the stays thicker in the brake area. Unfortunately this adds weight and stiffens
the stays vertically which makes for a harsher ride.
Nature shows the most efficient way to
counteract a force is to push back against it.
Think of empty flat bed trucks or a suspension bridge. A side view shows they aren't flat, but curve
upwards to resist the load. Our
Epicenter Stays do the same, "curving" into the load to resist the
braking forces. Our brake bosses are not
only on the center of curvature and but are also mounted on the center of the
tubes. This increases brake stiffness
and reduces flex. Even on our lightest
weight frames we get brake stiffness rivaling steel frames with hefty seat
stays.
Third, is (you guessed it) vertical
compliance and lateral rigidity. Typical
mountain bike seat stays are relatively short and stiff. They are very unforgiving as deflection comes
from trying to directly compress the material.
By contrast, the "hoop" at the top of the Epicenter stays
makes them naturally compliant like a spring.
The movement is slight, but it is enough to take the "edge"
off the ride.
HOW DO WE KNOW IT WORKS?
We know it works based on rider feedback
and formal lab testing. Early in 1994
our racers rode aluminum frames with conventional rear triangles. Then we switched them to bikes with Epicenter
rears. They noticed the difference right
away. Tim Gould finished second at the
Grundig World Cup race at Mt.
Snow in Vermont.
In his race report he said the Epicenter, "...seemed to give me
superior braking power. The downhill
section was very bumpy and the new triangle seemed to give a more forgiving
ride, yet was still responsive under acceleration."
But how to measure these
improvements? As we all know a good ride
is very subjective and hard to quantify.
Schwinn has one of the most complete research labs in the industry, and
so we put it to work.
As most people assume, we use our lab to
test products to make sure they meet our high standards for strength and
reliability. This traditionally means
destructive testing during the prototype phase to make sure they are ready for
production. In addition, however, we
also perform "Load-Deflection"
testing. "Load-Deflection"
means we apply a specific load and then measure exactly how much it deflects
(bends, twists, etc.). Our goal is not
to break the product, but to measure its
stiffness and compliance. We compare our
measurements with rider feedback. In
this manner, we can dial in just the right "feel."
THE RESULTS PLEASE...
We performed numerous load-deflection
tests on one of our high-end aluminum frames and compared it to a high-end
steel frame of conventional design. Both
frames were 19" sizes. We used a
Schwinn "Project Underground" Easton-tubed aluminum frame. This frame is very similar to our Homegrown
USA made frames.
The competition used a conventional twin
seat stay (non-wishbone) rear triangle.
This frame was our baseline, so for ease of comparison, its values were
set to 100%.
1. Weight
The frames were weighed. Low weights are desirable.
FRAME: Weight Baseline Weight
Schwinn 3.4 lb 72%
Steel 4.7 lb 100%
2. Bottom Bracket Torsional Stiffness
This test clamps the head tube and
dropouts, and pulls the bottom bracket outwards (parallel to the BB
spindle). The test measures the
torsional stiffness of the bottom bracket.
High pedaling loads try to deflect the bottom bracket outwards. Deflections at the top of seat tube and the
bottom bracket are recorded. As this
relates to pedaling, greater stiffness values are desirable.
FRAME: BB Twist Seat Tube Ltrl. Displ.
Schwinn 98%
93%
Steel 100% 100%
3. Frame Torsional Rigidity
These
are two related tests. One clamps the
head tube and twists a dummy axle in the dropouts. The other does the reverse. Deflections are recorded at the bottom
bracket and at the top of the seat tube.
These tests measure the total frame torsional stiffness. Torsional rigidity is a combination of
lateral and vertical rigidities. High
torsional rigidity is desirable for the frame as a whole. For the rear of the frame, however, it is
necessary to break out the lateral and vertical rigidities separately. This is done in tests 4 and 5.
Frame Torsional Frame
Rigidity
Schwinn 124%
Steel 100%
4. Rear Lateral Stiffness
This test clamps the head tube, supports
the bottom bracket and pulls laterally (outwards) on the dropouts. This test measures the stiffness of the rear
stays (as the front part of the frame is supported). As this relates to lateral flex (such as
pedaling or cornering), greater stiffness values are desirable.
Frame Stay Ltrl.
Displ.
Schwinn 126%
Steel 100%
5. Rear Vertical Compliance
This test clamps the seat tube and bottom bracket, and
a load is applied vertically up on the rear axle. This test measures vertical stiffness of the
rear triangle. As this relates to
comfort, more compliant (less stiff) values are desirable.
Frame Rear Vert.
Displ.
Schwinn 35%
Steel 100%
6. Rear Brake Stiffness
This test screws a rod into the rear brake stud. The rod is then pushed outwards causing the
stud to deflect as it would when the brake is applied. The less the stud deflects for a given load,
the stiffer the brake is. High stiffness
is desirable.
Frame Brake Stiffness
Schwinn 92%
Steel 100%
CONCLUSIONS
The
results confirm that the 1995 Schwinns feature a unique frame design which
above all is efficient. Our
philosophy that how a frame material
is used is just as important as what
material is used has been proven true by both pro-racers and our research
lab.
The efficiency of our frame is demonstrated by its
ability to match or surpass the stiffness of a high-end steel frame while
weighing well over a pound less.
Specifically, the overall frame torsional rigidity and rear lateral
stiffness are significantly greater than the steel frame, and the bottom
bracket rigidity is approximately equal.
The success of our unique Epicenter design is clearly
shown by its ability to simultaneously increase lateral stiffness, maintain
brake stiffness and provide dramatically increased
vertical compliance. Conventional
methods to improve lateral and brake stiffness also reduce vertical compliance.
The results show we have triple the compliance of the baseline
frame. The deflections are small, but
are enough to remove the edge from big hits.
These results carry over to other Schwinn products
including the mid-price S9Five aluminum bikes and the steel framed High Plains
and Moab
series.
In conclusion, these tests demostrate that the special
tube shapes of the 1995 Schwinn's are highly effective at providing stiff yet
comfortable frames.*
Report Prepared By:
Steve Levin,
Engineering
Manager
*
In slightly simpler terms: THESE FRAMES
ROCK!!!
Subscribe to:
Comments (Atom)
